

为了给您提供更全面的不锈钢卫生管发货及时N年专注产品信息,我们上传了最新的产品视频。看视频,选购不迷路。
以下是:不锈钢卫生管发货及时N年专注的图文介绍
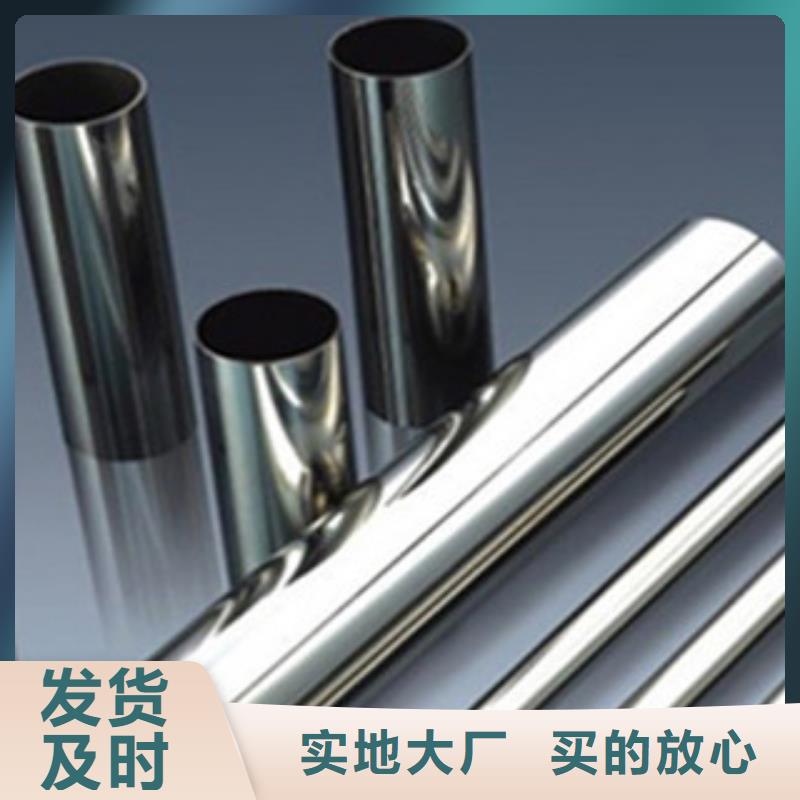
宝鸡博鑫轩金属制品有限公司生产设备精良,工艺先进,检测手段齐全,技术力量雄厚; 不锈钢C型钢厂家产品共有三大系列、三十多个品种,并承接各种非标产品的设计和制作,规格齐全,质量保证, 不锈钢C型钢厂家产品销往全国各地,受到广大用户的一致好评。




304不锈钢管表面预处理
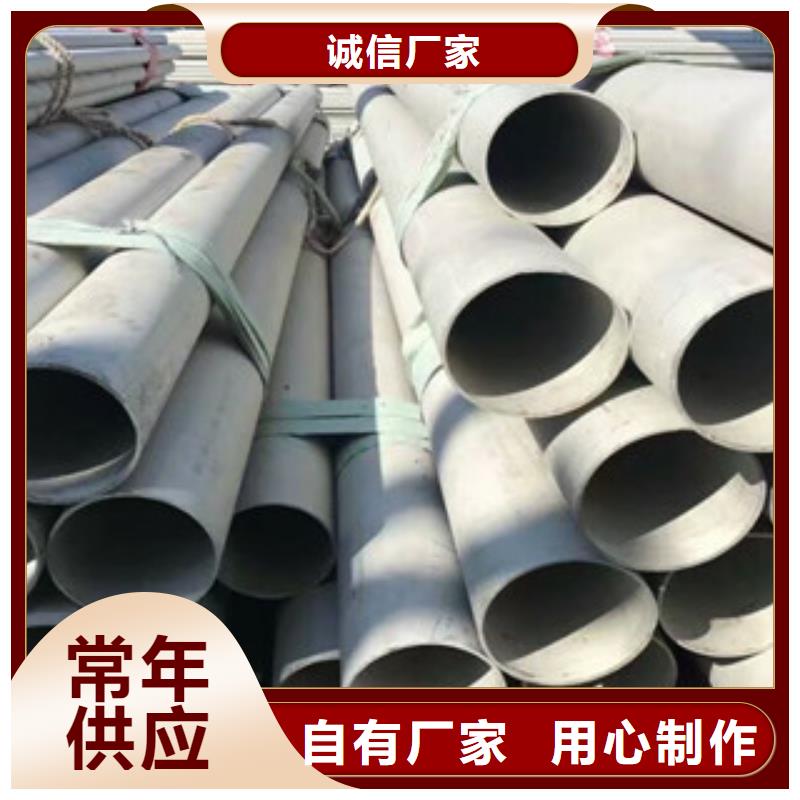
304不锈钢管的外镀锌内涂塑钢管与涂塑钢管一样,都是以钢管为基管,该管材是内外有涂层的钢管,一般内涂层为塑料,用来防腐,外涂层可以根据用户的需要选择塑料或者镀锌层,也可以是其他的涂装材料。因此,外镀锌内涂塑的无锡盛天祥304不锈钢管应该先对基管进行表面预处理,具体处理步骤如下所示:
1、喷丸除锈前,应预热无锡盛天祥304不锈钢管,驱除潮气,预热温度为40℃~60℃;
2、除锈应达到GB/T8923《涂装前钢材表面锈蚀等级和除锈等级》中Sa2.5级,无锡盛天祥304不锈钢管表面锚纹深度为40μm~100μm;
3、304不锈钢管表面残留的锈尘应清除干净;
4、表面预处理后4h内应进行喷涂。
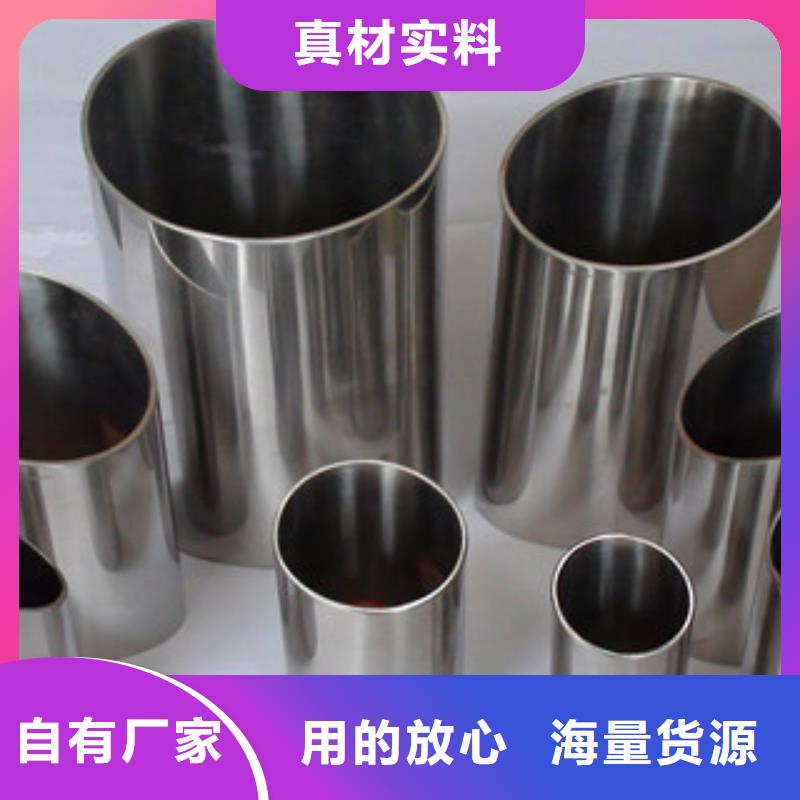
另外,有关304不锈钢管表面镀锌的方法主要有热镀锌和电镀锌两大类,热镀锌有湿法、干法、铅锌法、氧化还原法等。
热镀锌地镀锌不同方法的主要区别在无锡盛天祥304不锈钢管酸浸清洗后,用什么方法活化管体表面提高镀锌质量。现生产中主要采用干法和氧化还原法。
电镀锌地锌层表面十分光滑致密、组织均匀;具有良好地力学性能和抗腐蚀能力;锌耗比热镀锌低60%~75%。电镀锌在技术上有一定地复杂性,但对单面镀层,内外表面镀层厚度不同地双面镀层,以及304不锈钢管镀锌等皆须采用此法。



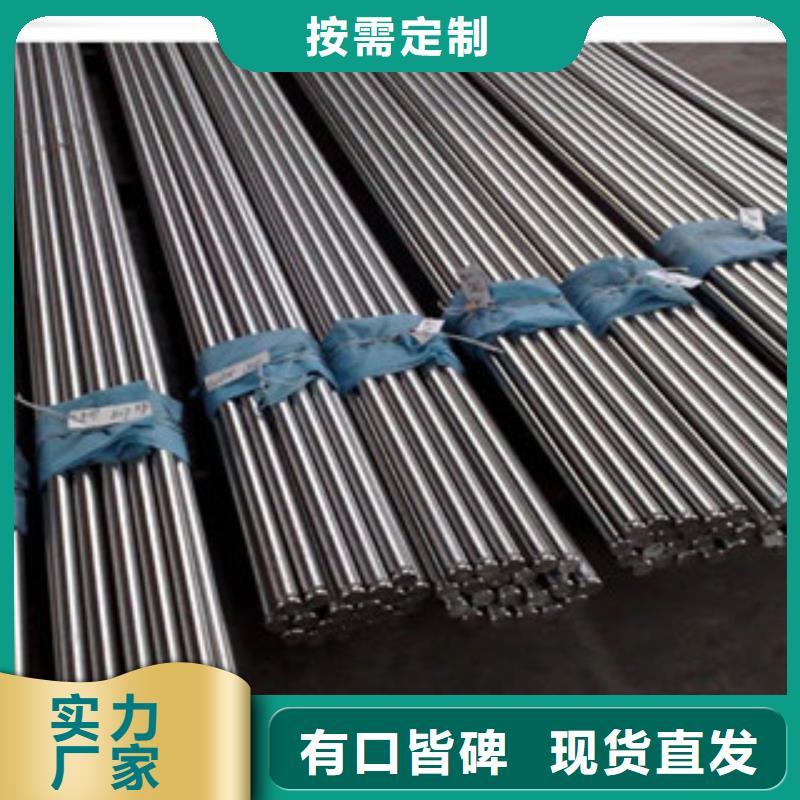
为了使不锈钢管刨削加工刀具有足够的耐磨性能,并能承受较大的冲击载荷,刨削不锈钢管时,刨刀切削部分的材料一般可以采用高速钢W18Cr4V。不锈钢方管对于承受流体压力的不锈钢方管都要进行液压试验来检验其耐压能力和质量,在规定的压力下不发生泄漏、浸湿或膨胀为合格,有些钢管还要根据标准或需方要求进行卷边试验、扩口试验、压扁试验等。不锈钢花纹板是通过机械设备在不锈钢板上进行压纹加工,使板面出现凹凸图纹。在六十年代初由欧洲的大型轧钢厂开始小批量生产,随后由于不锈钢管出色的耐腐蚀性。为了提高刀具的耐磨耗性能,刨削不锈钢管时也可以采用抗弯能力较高的硬质合金作为切削部分的材料,如YG8、YG6、YG6X、YG11等。特别是刨削不锈钢管等材料,更需要采用硬质合金刨刀,切削深度一般可以在3毫米左右。实践证明,用YG8等硬质合金刀片来制造刨刀,刨削不锈钢管时可以得到比较满意的结果。用YG8等硬质合金刀片制造的槽刨刀,刨削不锈钢时切割深度可达15毫米(切割槽宽度为4毫米左右。在这种场合下,刨刀必须采用 杆,否则就容易产生“扎刀”或刀子被切割槽所夹死等情况。


每间都彻底清理,每个接头都要错开15mm不锈钢装饰管左右,确保没缺陷。焊接方向为从左至右,焊接顺序为逐层逐道由下至上。补焊后,焊缝外观要平整且焊缝余高h≤1mm,宽度≤4mm,经做着色检查合格打压正常后使。、挖补修复(主要于≥φ89管道裂纹)。 挖补修复是将管道中已经产生裂纹部位,等离子弧将其完全割除,并且挖掉宽150mm,比可见裂纹两端各长处20mm管道母材。然后根据挖母材尺寸选择相同轴同材质补丁块,对切除部位进行焊补修复。打磨与组对为避免力集中,使补焊焊缝圆滑过渡,必须先将所挖洞及补丁块边缘割痕磨掉1mm,然后将四角打磨成圆弧状,后修V形坡,并将坡两侧、锈等杂质清理干净。 焊接采氩弧焊打底不锈钢装饰管,防止焊条电弧焊电渣残留在管道中造成对设备损坏。采A402φ2mm焊条灭弧焊填充、盖面。焊接电流控制在85-105A,且每次熄弧后冷却3-4S后再引弧,焊条摆动幅度越小越好。310S不锈钢无缝管,又称2520不锈钢管,俗称耐高温不锈钢管,大家都知道是耐高温不锈钢管,那么到底能耐多少度高温了。 从不锈钢管册上我们查到,理论上310S不锈钢管耐温在1000到1200度,可以在1100度高温状态下反复长时间使,其实从实际中可以看到,1200度高温是完全可以反复承受。目前国内不锈钢无缝管生产工艺也是非常成熟,特别是像我们大厂专业生产产品,不管是从材料还是生产技术上,都可以让310S不锈钢无缝管达到佳生产使状态。 310S不锈钢管高耐温状态:常规耐高温工作温度:950°C-1100°C佳、1150°C-1200°C高温始氧化(部分需要在保护气体中工作);1300°C短间工作(必须在保护气体工作)专业售批发不锈钢装饰管,不锈钢焊管厂,304不锈钢焊管厂。



